正文
正文
SEMEM_影響翅片管散熱器的重要因素——翅片管的加工工藝
(翅片散熱器核心部件——翅片管)
(翅片散熱器核心部件——翅片管)

翅片管散熱器的核心散熱原件為翅片管,翅片管長期工作在高溫煙氣的工況下,對其性能要求非常高。它的性能好壞會導致散熱器整機系統工作失效或緩慢,耽誤生產效率。散熱翅片管作為翅片散熱器的核心部件,它的性能決定散熱器整機的使用,所以翅片散熱器相對應的環境所選的翅片管在選購的時候是非常重要的。而翅片管的生產加工工藝是不得不考慮的。
從翅片管散熱器的翅片管生產技術現狀方面分類,大致可分為套裝翅片、鑲嵌式螺旋翅片、釬焊螺旋翅片、高頻焊螺旋翅片、三輥斜軋螺旋翅片五大種類。下面由long8為您一一的具體分析:
1、套裝翅片
翅片管散熱器中的套裝翅片生產工藝首先利用沖床進行加工單個翅片,然后采用人工或者機械的方法,按照一定的翅距,按照過盈將翅片套裝在管子的外表面上。這是當前應用最早的一種翅片管的加工方式。雖然加工的方法是最為古老的,但是實用性還是適用于當今的市場。人工加工的方法就是屬于一種勞動密集型的作業方式,適用于一般小廠或者是鄉鎮企業的技術和資金條件。不過這種方法因為翅片有人工壓入的力度有限,故套裝的過盈量小,翅片容易產生松動現象。當然,使用翅片套裝機進行生產,其不會出現松動現象。因為翅片靠機械式或者液壓式壓入力度均勻,沖擊力大,能夠產生較大的過盈量。使得翅片和基管之間的結合強度很高。
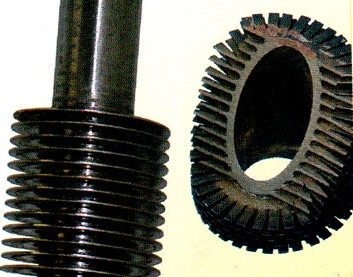
翅片管散熱器中的鑲嵌式螺旋翅片生產工藝首先在鋼管上預加工出一定寬度和深度的螺旋槽,再在車床上把鋼帶鑲嵌在鋼管上。纏繞過程中,由于有一定的預緊力,鋼帶會緊緊地勒在螺旋槽內,從而保證了鋼帶和鋼管之間有一定的接觸面積。為了防止鋼帶回彈脫落,鋼帶兩端焊在鋼管上。便于鑲嵌。在鋼帶和螺旋槽間必要要有一定的側隙,如果側隙過小,形成過盈,則鑲嵌過程難以順利進行。纏繞的鋼帶總會有一定的回彈,其結果會使得鋼帶和螺旋槽不能很好的結合。
3、釬焊式螺旋翅片

翅片管散熱器中的釬焊式螺旋翅片生產工藝首先,將纏好鋼帶的管子放進鋅液槽內進行整體熱鍍鋅。鍍鋅層形成一種特別的冶金結構,這種結構能承受在運送及使用時受到機械損傷。鍍鋅層與鋼材間是冶金結合,成為鋼表面的一部份,因此鍍層的持久性較為可靠。鍍件的每一部分都能鍍上鋅,即使在凹陷處、尖角及隱藏處都能受到全面保護。鍍鋅過程要比其他的涂層施工法更快捷,并且可避免安裝后在工地上涂刷所需的時間。在郊區環境下,標準的熱鍍鋅防銹厚度可保持50年以上而不必修補;在市區或近海區域,標準的熱鍍鋅防銹層則可保持20年而不必修補。

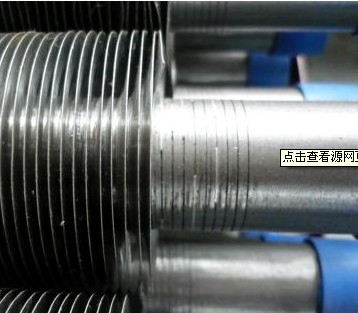
翅片管散熱器中的高頻焊螺旋翅片生產工藝的基礎就是利用高頻電流的兩大基礎,集膚效應和鄰近效應。借助集膚效應可以使高頻電能量集中在鋼管的表層。鄰近效應則控制高頻電流的流動和范圍。 高頻電流集中在鋼管的某一個部位時,兩大效應同時同時作用,對鋼帶和鋼管外表面加熱,直至塑性狀態或熔化,在纏繞鋼帶的一定壓力下完成焊接。這種高頻焊實為一種固相焊接。翅片的焊合率高,可達95%。
5、三輥斜軋螺旋翅片

翅片管散熱器中的三輥斜軋螺旋翅片的生產原理是在光管內襯一根芯棒,經過輥刀片的旋轉地阿東,無縫鋼管通過軋槽與芯頭組成的孔腔在外表面上加工出翅片。這種方法生產出的翅片管因基管與外翅片是一個有機的整體,因而不存在熱阻損失的問題,具有較高的傳熱效率。三輥斜軋法與焊接法相比,該生產線具有生產效率高,原材料耗用低,且生產的翅片管換熱率高等優點。
點擊了解>>散熱翅片管 詳情。
版權所有:long8,轉載請注明。